總(zǒng) 部(bù):029-88325700
地 址:西安(ān)市高新區高新(xīn)路80號望庭國際一單元901室
工 廠(chǎng):029-86085235
網址:www.ccpseo.com
地 址:西安涇河工業園北區西金(jīn)路195號
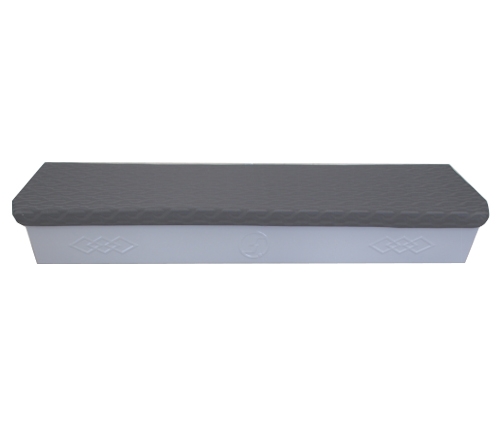
簡言之,塑(sù)料電磁動態擠出設備將機械振動場引人到聚合物塑化(huà)擠出全過程,實現了物料動態塑化擠出。epp產品為電磁動態塑化擠出機結(jié)構示電磁動(dòng)態塑化擠出機結構示意圖。
合物擠出加工過程產(chǎn)生(shēng)了許多傳統(tǒng)成型加工中沒有的新現象,如加工溫度明顯降低,熔體的粘性、彈性減小,混合混煉效果提高,製品質量提高等。這些現象預示,若將振動力場引人到超臨(lín)界CO2-PVC微孔塑料擠出成型過(guò)程中,必將對其成型過程產生重大影響(xiǎng)。
首先,電磁動態擠出成型過程中的加工(gōng)溫度明顯低(dī)於(yú)傳統的(de)擠出方法。由於PVC熔體對超臨界CO2的吸(xī)附量隨著溫度的降低而增大,所以使用電磁動態擠出技術、降低加工溫度可以加(jiā)快聚合物熔體一氣體均相體係的形成,有(yǒu)利於提高擠出產量,也利(lì)於操作的穩定性。
")
其次,電磁動態擠(jǐ)出成型的(de)混合效果明顯高於傳統的擠出方法。這是因為高分子鏈在振動產生的往複剪切和擠壓作用下發生拉(lā)伸取向,高分子間的自由體積均勻分布(bù),使得各種小分子添加劑、發泡劑(超臨界CO2)能夠均勻分布在PVC熔(róng)體(tǐ)中。
這對於使用了大量助劑並需要使各種添加劑、氣體分子迅(xùn)速與(yǔ)熔體均勻混合的PVC微孔塑料的擠出成型是(shì)非常有利的。再次,用電磁動態擠出成型技術進行微孔(kǒng)發泡有利於生成大量均勻細密的泡孔。
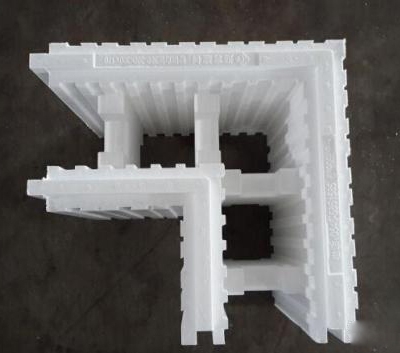
這是因為,成核過程中的泡(pào)胚,epp產品為(wéi)在振動力場作用(yòng)下受到擠壓和往(wǎng)複剪切作用,產生(shēng)三維取向,降低了氣泡長大的勢能,極大地誘發(fā)了氣泡核的形成。