總 部:029-88325700
地 址(zhǐ):西安市高(gāo)新區高新路80號望庭國際一單元901室
工 廠(chǎng):029-86085235
網址:www.ccpseo.com
地 址:西(xī)安涇河工業園北區西金路195號
1.加(jiā)工因素
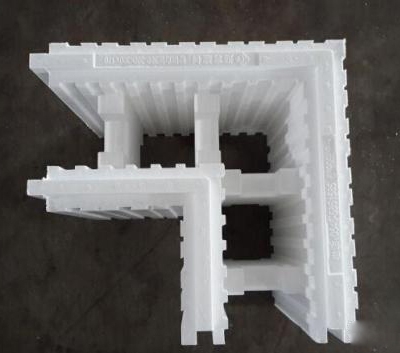
影響泡沫塑料性能(néng)的加工因素甚多(duō),epp產品加工(gōng)主要有設備(bèi)、工藝過程的控製和加工人員的經(jīng)驗。泡沫塑(sù)料在加工過程中特(tè)別是在(zài)發泡膨(péng)脹過(guò)程中,由於料流的拖力或外界拉力作用,會使所生成的氣(qì)泡變(biàn)形,即不呈圓形,而呈橢圓形和細長形氣泡。
這樣泡壁沿膨脹方向拉伸,致使泡沫塑料呈現各向異性。也就是說,epp產品沿拉伸方向取向(xiàng)的力(lì)學性能增大(即縱向強度增大),而(ér)垂直於(yú)取向方向的強度變低(dī)。泡孔的拉伸度愈大,相應的壓縮應力比和模量比也(yě)愈大,即(jí)泡沫(mò)塑(sù)料的(de)各向異性程度也(yě)愈大。
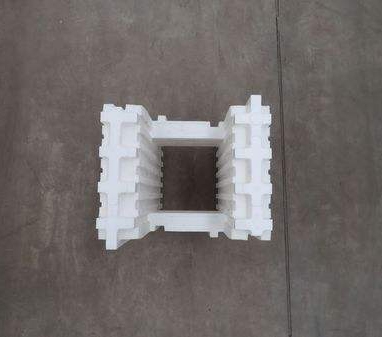
壓縮應力是(shì)指泡體被壓縮(suō)25%時所產(chǎn)生的相對應力。作為泡沫塑料應盡量避免各向異性,除非應用中有特殊要(yào)求。

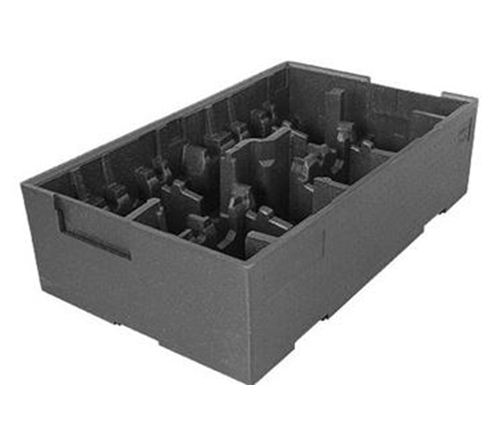
2.泡孔結(jié)構因素
泡孔的開或閉會影響泡沫塑料泡體的(de)性能。開孔率升高,其壓縮強度(dù)明顯下降。壓(yā)縮強度是衡量泡沫塑料性能的主要指(zhǐ)標之一。要(yào)製取(qǔ)高壓縮(suō)強(qiáng)度的泡沫塑料,應使閉孔率高,反之則應保持高的開孔率。
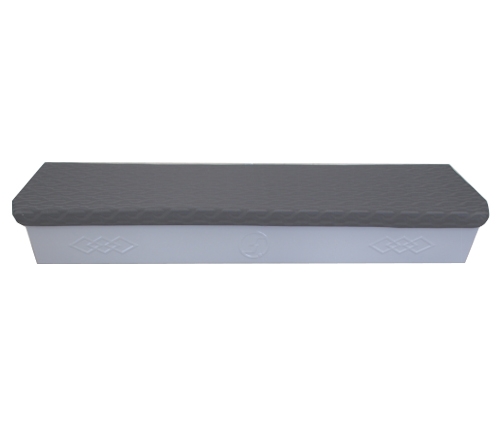
3.泡(pào)孔尺寸因素
泡(pào)孔尺寸大小(xiǎo)是影響泡沫塑料壓縮強度的重要因素之一。epp產品(pǐn)用光譜顯微鏡對兩種(zhǒng)泡孔大小不同的泡沫塑料泡體(tǐ)所做的壓(yā)縮試驗表(biǎo)明,大泡孔(0.5~1.5mm)泡沫塑料泡體被壓縮10%時,外層泡孔肋架開始彎曲。
當被壓縮25%時,外層泡孔崩塌(tā),而泡體內層的(de)泡孔則開始彎曲,泡體中心的泡孔才開始變形。