總 部:029-88325700
地 址:西安市高新區高新路80號望庭國際一(yī)單元901室
工 廠:029-86085235
網址:www.ccpseo.com
地 址:西安涇河工業園北區西金路195號(hào)
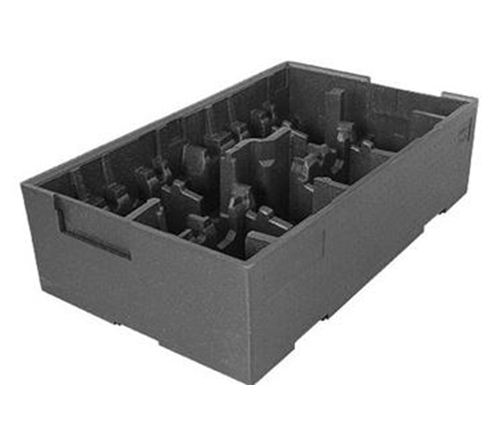
epp泡沫箱鎖模裝置。由4個鎖模裝置構成全套液(yè)態反應注射係統,一個周期的(de)4個分解動作分別(bié)如下:
①鎖模機構將兩片半模固(gù)定在一起,回轉90°通(tōng)過分型麵放氣。然後轉向(xiàng)操作者,取出製件,並提供空(kōng)間便於清洗和卸下模具。
②上下模轉到平行位置(zhì)後(hòu)準(zhǔn)備合模。
③長行程液(yè)壓缸(gāng)升起(qǐ),下模板(bǎn)和(hé)上模板進行合模並鎖緊模具。恒定的合模力可保證分型麵均勻而緊(jǐn)密地貼(tiē)合。
④整個(gè)C形(xíng)框架回轉至一定方向,排出模腔內的空氣。待物料充滿後,C形框架返(fǎn)回至右(yòu)上方位置,使製件充分固化。

下(xià)半模具下降,模板轉向(xiàng)預定位置,以(yǐ)便取出製件,準備進入下一循環周(zhōu)期。
注射機RIM用注射機應該有如(rú)下功能。
1)有適當的鎖模力,以保證分型(xíng)麵的(de)緊(jǐn)密閉合;
2)安裝兩半模的高效率結構;
3)能將模具轉(zhuǎn)90°以適於加料(liào),並能進行有效的排氣,充模後模具應恢複水平位置進行固(gù)化;
4)固化後,注射機應將模具迅速打開,並將兩個半模轉至“預定”位置,以便快速取出製件,然後清理(lǐ)飛邊或模具上的粘附(fù)料,最後施以脫模劑。
模具模具設計也是RIM成型的關鍵之一。epp泡(pào)沫箱反應注(zhù)射模具的基本要素與注塑(sù)模相似,即由型芯和型腔組成,但因反應注射所需的注射壓力比注塑成型(xíng)小(xiǎo)得多,因而結構可大為簡化。