總 部:029-88325700
地 址:西安市高新區高新路80號望庭國際一單(dān)元901室
工 廠:029-86085235
網址:www.ccpseo.com
地 址:西安涇河工業園北區西金路195號
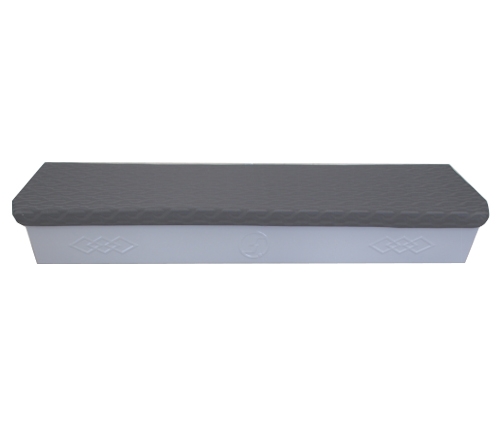
epp產品(pǐn)金屬模具材料應(yīng)具有良好的拋光性並可(kě)以鍍鎳,因為鎳鍍層的拋光性最 好。
電鑄或氣相成型的鎳(niè)殼,如果可以得到可靠的支撐並能裝進模座,也是適合(hé)於大(dà)量生(shēng)產的優異材料。對於年產量不到5萬件的(de)製件用鑄鋁加工成模具即可(kě)獲得令人滿意的效果。這種材料還具有良好的導熱性,這正是RIM模具所需的重要性能。但是鑄鋁(lǚ)模具可能會出現多孔隙表麵,從(cóng)而使脫模發生困難。
品金")
可用於RM模具的另一種鑄造材料是(shì)一種鋅合金鑄造材料,鋅合金模具易於製造且無孔隙,適當的熱處理可以(yǐ)產生深0.508mm、硬度HRC為70的表皮層。這種材料的(de)表麵摩擦因數極低,利於脫(tuō)模。
鏡麵(miàn)加工後的模(mó)具成型製品時(shí),由於RIM成型過程中必須使用脫模劑,使模具鏡麵加工的表麵失去光(guāng)澤。們果要求保持鏡(jìng)麵加工的(de)表麵光澤時,可以在鏡麵加工的表麵上塗以塗料。
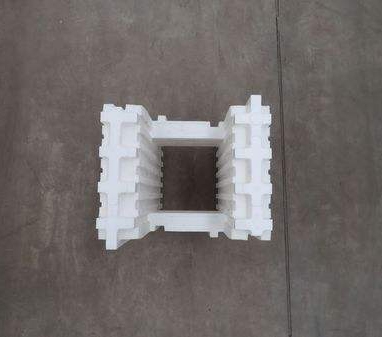
模具溫度(dù)控製。聚氨酯RIM成(chéng)型用金(jīn)屬模具溫度要求為40~80℃,epp產品金控製模具溫度(dù)的一般方法是在(zài)金屬模內部埋(mái)設套管,通入(rù)溫水加熱。這種金屬模具的厚度約為50mm,套管間(jiān)距為80-100m。環氧模具的套管間距為50mm。
對於鋼材製成的模具,冷卻孔與模腔壁之間的距離為9.5mm,冷卻孔之間的距離約
為冷卻(què)孔徑的2~3倍。加熱/冷卻套管的(de)排列應(yīng)盡(jìn)量按照製件外形(xíng)排列。
兩種不同的排列方式得到的結果比(bǐ)較。epp產品金套管按製件外形均勻排列得到了均勻的外表皮結構。由於套管排列不合(hé)理使製件外表皮成型不良。